HYDRACAST ™ CreArt
HYDRACAST ™ Cre'Art
++BLUE++ A gebrauchsfertig, auf Gipsbasis, feinkörniges feuerfeste Anlage, die speziell für den Einsatz in künstlerische Anwendungen formuliert. ++ENDBLUE++
Beschreibung
Dieses Produkt wurde entwickelt, groß (20 cm bis 1 m) Zierteile aus Kupferlegierungen herzustellen sowie detaillierte und komplexe Pâte de verre Stücke.
Seine Eigenschaften machen es die bevorzugte Pflaster für eine große Anzahl von Kunstgießereien
Technische Daten
% Wasser verwendet | 36% (Sättigungs mix) | |||
Mischzeit | [Min] | 4 | ||
Arbeiten / Casting Zeit | [Min] | 14 | ||
Abbindezeit | [Min] | 20-24 | ||
Flüssigkeitsdichte | 1,80 | |||
Gewicht pro Liter Schlupf: | 1800 g | 1325g Pulver / | ||
Expansion 1 Stunde nach der Zeiteinstellung | 0,30% |
Verfahren für die Wachsausschmelzverfahren
Das empfohlene Gips-Wasser-Verhältnis ist 100 g Gips zu 36 Teilen Wasser. Dieses Verhältnis kann geändert werden, um genau Ihre Anwendung passen
a) Mischen Gips Mischen in Wasser ist der wichtigste Schritt in eine Form zu machen und Schlagfestigkeit könnte stark, Härte und Absorptionseigenschaften , wenn sie falsch ausgeführt. Für eine optimale Qualität wird Vakuummisch empfohlen.
Achten Sie immer darauf folgende Punkte:
1. Gips und Wasser genau abgewogen werden.
2. Die gesamte Ausrüstung ist sauber.
3. Der Mischzyklus eingehalten wird.
b) Gießen Gießen Sie die Mischung sofort nach dem Mischen. Stellen Sie sicher, dass die Mischung nicht zu dick geworden ist oder zu hart. Immer gießen Sie die Mischung, so dass sie langsam die Oberfläche des Teils bedeckt reproduziert werden, ohne Trapping oder Luftblasen zu schaffen. Vakuumgießen vermeidet Luftblasen bilden,
c) Gips Einstellung Fassen Sie gipshaltige Wachsmodell , bis er seine Abbindezeit etwaige Mängel im Fertigteil zu vermeiden , erreicht hat. Warten mindestens ein Minimum von 2 Stunden vor der Trocknungszyklus beginnt.
d) Entwachsen / das gesamte Wasser aus dem Brennen muss vor dem Gießen des Metalls eine gute Festigkeit und Grenzfehler zu erhalten. Hinweis: die Trocknungszeit von der Größe und Anzahl der Zylinder in dem Ofen stark abhängig ist.
Entwachsen zwischen 100/100 ° C oder trockenen Bedingungen zwischen 150/160 ° C, für 6 bis 8 Stunden unter feuchten Bedingungen durchgeführt. Entwachsen bei Temperaturen von mehr als 400 ° C erzeugt eine perfekte Innenfläche durch die letzten Spuren von Wachs zu beseitigen.
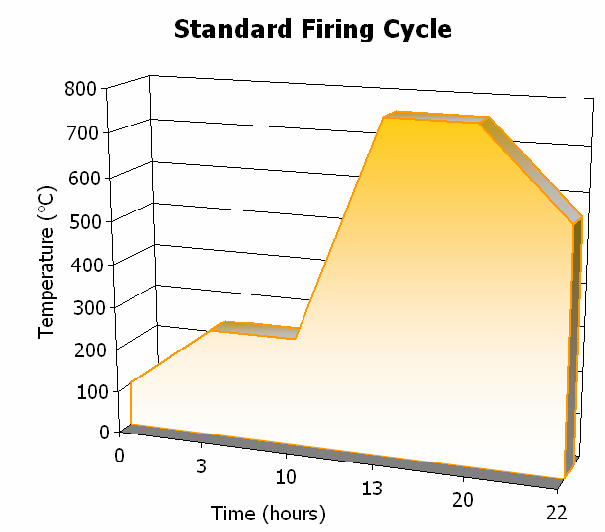 Standard - Brennzyklus für Kunstgießerei:
Standard - Brennzyklus für Kunstgießerei:
- Erhöhung auf 250 ° C (100 ° C / h) und halten für 6 bis 8 Stunden.
- Temperaturanstieg auf 760ºC (150 ° C / h)
- Bei 760ºC für 6 bis 8 Stunden beibehalten
- Kühlen mit einer Geschwindigkeit von 100 ° C nach unten und bei der gewünschten Temperatur halten 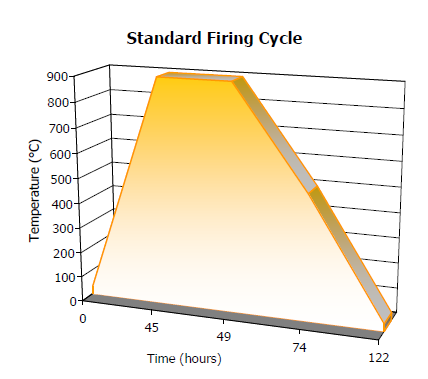 Standard - Brennzyklus für Pâte de verre:
Standard - Brennzyklus für Pâte de verre:
- Füllen Sie den Hohlraum und feuerfesten Topf (potentiell von Hydracast gemacht) oben auf die Form gelegt mit Stücken von Kristallerhöhung auf 850 ° C / 900 ° C mit einer Rate von 15/20 ° C / h
- 4 Stunden bei 850 ° C / 900 ° C halten
- Von 850/900 ° C bis 500 ° C mit einer Rate von 20 ° C / h reduzieren
- Temperatur kann für mehrere Stunden bei 500 ° C gehalten werden, um die Form zu erhitzen einweichen
- Von 500 bis 20 ° C mit einer Geschwindigkeit von 10ºC / h zu reduzieren
e) Knocking-out Die Form bleibt abkühlen, dann durch Eintauchen in Wasser zerbrochen und / oder mit einem Hochdruckreinigungssystem. Das Teil kann dann gewonnen werden Endbearbeitungsschritte zu unterziehen.
Verpackung
In 25 kg Plastikbeutel
Haltbarkeit
Nicht auf das Einfrieren und Feuchtigkeit, 12 Monate unter trockenen Bedingungen Bilder aussetzen
Gesundheit und Sicherheit
HYDRACAST ™ Art Plus Staub erzeugen. Wir empfehlen daher, eine Maske immer getragen werden, während mit diesem feuerfesten Produkt arbeiten und dafür zu sorgen, dass der Arbeitsplatz gut belüftet ist.
++ DOWNLOADS++
| Dokument | herunterladen |
| Produktinformation |  |
++USP++
- professionelle Ergebnisse
- einfache Verarbeitung